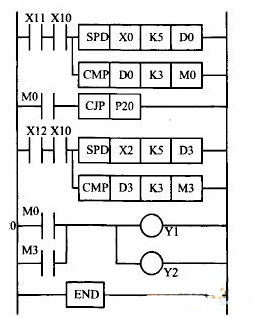
CAK80285数控车床PLC编程梯形。CAK80285数控车床X12、X10均处于高电平,同样执行SPD指令,CAK80285
数控车床Z轴相应的脉冲信号由PLC的X2端子输入,并在1个时基内记数为D3,随后执行CMP比较指令,当CAK80285
数控车床D3大于设定的比较常数值K=3时,同样输出M3高电平信号,从而Y1输出高电平。若D3小于设定的比较常数值K=3,则说明CAK80285数控车床Z轴方向处于正常状态,
CAK80285数控车床程序结束,进入下一个检测周期。CAK80285数控车床价格与数控车床继电器有关。CAK
80285数控车床Y1接通后进一步使继电器(带自锁功能)的线圈接通,从而切断X轴、y轴步进电机的脉冲控制信号。CAK80285数控车床价格受数控车床脉冲信号输入被切断影响,X轴、y轴步进电机自动进入锁相状态,约1 s后进入半流锁相。CAK80285数控车床Y2用于报警输出。程序设计的一些说明。
CAK80285数控车床价格与80285数控车床高速输入端子有关。CAK80285数控车床对于选用的FXlN-24M来说,不同输入端子的输入频率上限是不同的:最低的,如X4、X5只有7kE引。
对CAK80285数控车床来说,刀架快速移动的速度设置为3 000mm/min时,此时其对应的数控系统的输出频率为5 333 Hz,并不超过PLC的X4、X5端口的频率上限7 kHz。CAK80285数控车床数控系统的CPU指令发出的脉冲信号频率超过PLC的X4、X5端口的最高频率7k,其后果只会导致脉冲信号丢失漏记,不会影响到PLC对电机转速或刀具移动速度是否为“快速”的判断。
销售总部服务热线:13066608866