CAK80385数控车床操作,四个实例助你快速入门。CAK80385
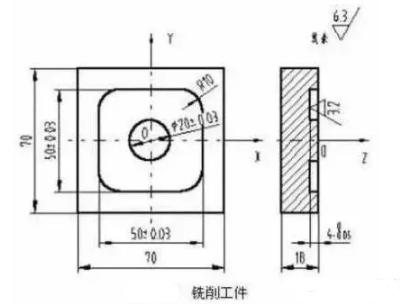
数控车床操作。CAK80385数控车床毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求CAK80385数控车床的槽,工件材料为45钢。CAK80385
数控车床报价与数控车床工序加工有关。
CAK80385数控车床要求、毛坯及前道工序加工情况,确定工艺方案及加工路线:以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于CAK80385数控车床工作台上。CAK80385数控车床工步顺序① CAK
80385数控车床车刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。CAK80385数控车床报价与数控车床切深加工有关。CAK80385数控车床每次切深为2㎜,分二次加工完。选择CAK80385数控车床设备:根据零件图样要求,选用经济型CAK80385数控车床即可达到要求。故选用XKN7125型CAK80385数控车床。
CAK80385数控车床选择刀具:现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。CAK80385数控车床切削用量:切削用量的具体数值应根据该CAK80385数控车床性能、相关的手册并结合实际经验确定,详见加工程序。数控车床加工程序影响
CAK80385数控车床报价。
销售总部服务热线:13066608866