CAK80385
数控车床加工深孔方法。CAK80385
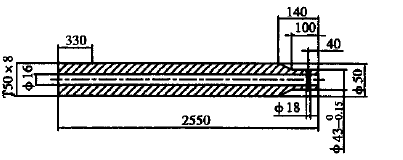
数控车床工件如图所示,材料为尼龙1010。
CAK80385数控车床出厂价与数控车床深度孔有关。CAK80385数控车床生产的主要难点在f16深度2550孔的加工。工艺分析与CAK
80385数控车床出厂价有关。CAK80385数控车床深孔加工的难点在于刀具细长,刚度差,强度低,易引起刀具偏斜。CAK80385数控车床钻削中冷却润滑液难以进入,散热困难,排屑不易,而且会经常堵塞。深孔的口部常产生直径变大、出现锥形等现象影响
CAK80385数控车床出厂价。影响CAK80385数控车床加工质量。CAK80385数控车床尼龙虽有较高的抗拉强度和良好的冲击韧性,摩擦系数小,耐磨等优点。但却具有热变形温度低,导热率低,热膨胀大,收缩率大,易吸湿等缺点。CAK80385数控车床工件材料长而不直,最大弯曲超过20mm,不能采用机械校正的办法,这给深孔钻削带来很大的困难。
CAK80385数控车床在无深孔加工专用设备,普通设备加工长度又不够的条件下,分析了工件的特点,针对深孔钻削的技术难点,确定了在CAK80385数控车床上采用两端接刀的方法进行钻削。
销售总部服务热线:13066608866