CAK63385
数控车床工序间合理按排热处理.。CAK63385
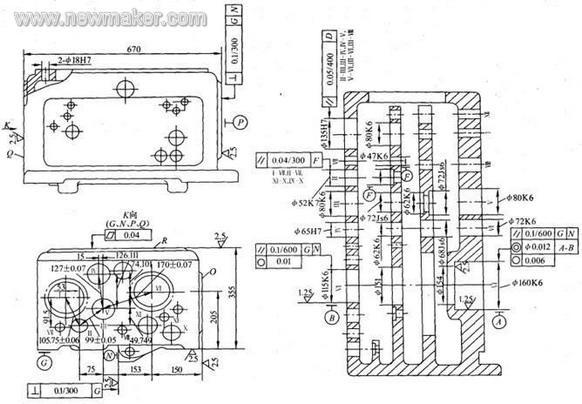
数控车床箱体零件的结构复杂,壁厚也不均匀,因此,在
CAK63385数控车床铸造时会产生较大的残余应力。CAK
63385数控车床加工后的变形和保证精度的稳定,所以,在CAK63385数控车床铸造之后必须安排人工时效处理。人工时效的工艺规范为:加热到500oC~550oC ,保温4h~6h ,冷却速度小于或等于30oC/h ,出炉温度小于或等于200oC 。普通精度的箱体零件与
CAK63385数控车床出厂价有关。CAK63385数控车床在铸造之后安排 1次人工时效出理。CAK63385数控车床高精度或形状特别复杂的箱体零件,在粗加工之后还要安排1次人工时效处理,以消除粗加工所造成的残余应力。CAK63385数控车床精度要求不高的箱体零件毛坯影响数控车床出厂价。CAK63385数控车床有时不安排时效处理,而是利用粗、精加工工序间的停放和运输时间,使之得到自然时效。CAK63385数控车床箱体零件人工时效的方法,除了加热保温法外,也可采用振动时效来达到消除残余应力的目的。
CAK63385数控车床用箱体上的重要孔作粗基准 箱体类零件的粗基准一般都用它上面的重要孔作粗基准,这样不仅可以较好地保证重要孔及CAK63385数控车床各轴孔的加工余量均匀,还能较好地保证各轴孔轴心线与箱体不加工表面的相互位置。CAK63385数控车床箱体不加工表面影响数控车床出厂价。
销售总部服务热线:13066608866