3米CAK80285
数控车床零件工艺分析。3米CAK80285
数控车床零件主要由平面、孔系及外轮廓组成,内孔表面的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔及3米
CAK80285数控车床光加工方法选择原则,中间¢40孔的尺寸公差为H7,表面粗糙度要求较高,可采用3米CAK
80285数控车床钻——粗镗——精镗方案。两端¢13mm和¢20mm孔处没有尺寸公差要求,可采用3米CAK80285数控车床自由尺寸公差IT11-IT12处理,表面粗糙度要求不高,可采用3米CAK80285数控车床钻¢13mm——扩孔¢20mm的方案。3米
CAK80285数控车床价位与数控车床加工方法有关。3米CAK80285数控车床平面轮廓常采用的加工方法有数控铣、线切割及磨削等。3米CAK80285数控车床在本设计中,平面与外轮廓表面粗糙度要求Ra6.3mm,可采用粗铣——精铣方案。选择以上方法完全可以保证尺寸、形状精度和表面粗糙度要求。
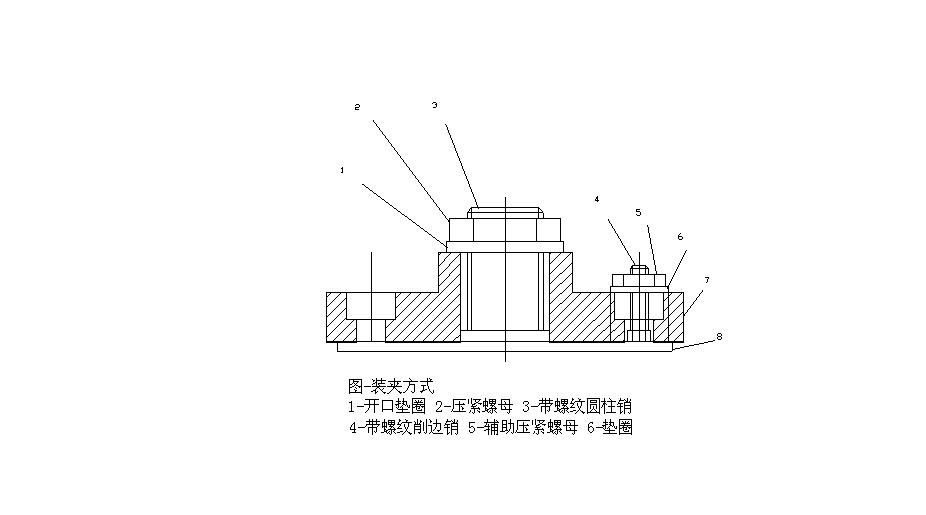
确定装夹方案不会影响3米CAK80285数控车床价位。3米CAK80285数控车床夹具确定了零件在数控机床坐标系中的位置,因而根据要求夹具能保证零件在机床坐标系的正确坐标方向,同时协调零件与3米CAK80285数控车床坐标系的尺寸根据零件的结构特点,加工上表面,¢60mm外圆及其台阶面和孔系时可选用一面两孔定位方式,即以底面、¢4H7和一个¢13mm孔定位,选择3米CAK80285数控车床装夹方式结构相对简单,能保证3米CAK80285数控车床价位不变,便于实施。
销售总部服务热线:13066608866