5米CAK80485
数控车床系统设计。由于5米CAK80485
数控车床试验系统控制对象是四工位、八工位或十二工位的刀架,先由plc产生循序脉冲,提供四工位、八工位或十二工位的刀位信号;根据5米
CAK80485数控车床刀架的工作原理和刀架刀位检测电路及电机顺序控制的继电器电路。5米CAK
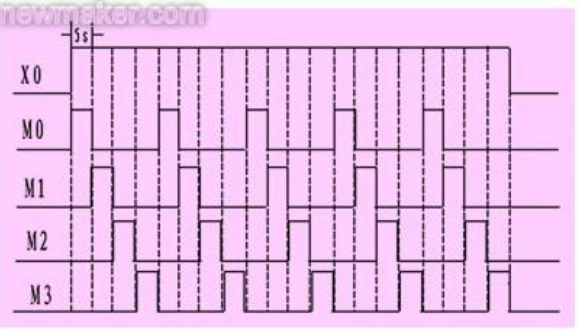
80485数控车床采用plc取代继电器控制电路,组合成plc自动刀架试验系统。5米CAK80485数控车床本系统以四工位自动刀架为例,八工位、十二工位可根据四工位系统增加循序脉冲信号和刀位检测电路。循序脉冲的产生循序脉冲发生器的脉冲信号波形。5米CAK80485数控车床价位与数控车床脉冲信号有关。5米CAK80485数控车床脉冲信号的宽度可根据5米CAK80485数控车床刀架一个换刀周期来定,由于5米CAK80485数控车床一个换刀周期为3.5s,在5米CAK80485数控车床系统中脉冲信号的宽度设定为5s。为5米CAK80485数控车床循序脉冲发生器的梯形。用习惯的5米CAK80485数控车床继电器来描述,当输入继电器x0闭合时,输出继电器mo、m1、m2、m3按顺序产生脉冲信号;当x0断开时,所有输出复位。
5米
CAK80485数控车床价位受数控车床工作影响。5米CAK80485数控车床工作过程如下:当x0接通时,计时器t0开始计时,同时产生m0脉冲,计时时间到,t0常闭触点打开,m0线圈断电;m0常开触点闭合,m1开始计时,同时m1输出脉冲。 t1计时时间到,5米CAK80485数控车床常闭触点打开,m1断电;同时常开触点闭合,t2开始计时,同时m2输出脉冲。5米CAK80485数控车床价位受数控车床常闭触点影响。5米CAK80485数控车床 t2计时时间到,常闭触点打开,m2断电;同时常开触点闭合,t3开始计时,同时m3输出脉冲。
销售总部服务热线:13066608866