CAK63385
数控车床加工顺序及进给路线。CAK63385
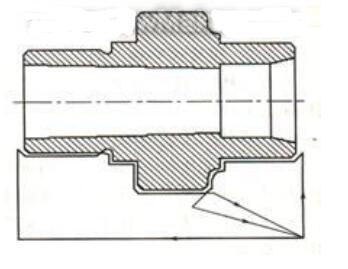
数控车床加工顺序的确定按由内到外、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。
CAK63385数控车床零件的结构特征,可先加工内孔各表面,然后CAK
63385数控车床加工外轮廓表面。CAK63385数控车床零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行。
CAK63385数控车床生产厂家刀具选择。CAK63385数控车床生产厂家将所选定的刀具轴承套数控加工刀具卡片中,以便于编程和操作管理。CAK63385数控车床车削外轮廓时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。CAK63385数控车床生产厂家切削用量选择。CAK63385数控车床生产厂家根据被加工表面质量要求、刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度与每转进给量,然后利用公式v c=πdn/1000和vf = nf,计算主轴转速与进给速度(计算过程略)。
背吃刀量的选择因粗、精加工而有所不同。粗加工时,在工艺系统刚性和机床功率允许的情况下,尽可能取较大的背吃刀量,以减少进给次数。CAK63385数控车床生产厂家为保证零件表面粗糙度要求,背吃刀量一般取0.1~0.4㎜较为合适。
销售总部服务热线:13066608866