3米CAK80285
数控车床旋风车削丝杠螺纹时牙槽两侧表面质量差异分析及铣刀设计。3米CAK80285
数控车床高速切削、强力切削可显著提高3米
CAK80285数控车床卖价和3米CAK
80285数控车床加工效率,是现代3米CAK80285数控车床制造技术的重要发展趋势之一。但随着3米CAK
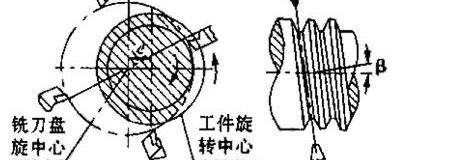
80285数控车床卖价和3米CAK80285数控车床切削速度的提高,在3米CAK80285数控车床加工场合也带来了加工质量方面的问题。如3米CAK80285数控车床厂家采用旋风铣削法高速铣削内、外螺纹时,虽然3米CAK80285数控车床卖价和3米CAK80285数控车床加工效率高、3米CAK80285数控车床刀具冷却效果好,但3米CAK80285数控车床加工出的螺纹精度并不高,且3米CAK80285数控车床螺纹牙槽两侧面的表面质量存在较大差异。对于3米CAK80285数控车床粗加工工序,螺纹牙侧表面加工精度影响不大,但对于一次完成全牙深切削的最终加工而言,这一问题不容忽视。为此,本文对3米CAK80285数控车床旋风车削丝杠螺纹时牙槽两侧面的表面质量进行了分析计算,并介绍了3米CAK80285数控车床旋风铣刀的设计方法。牙槽两侧面表面特征。3米CAK80285数控车床旋风铣削丝杠螺纹时,当3米CAK80285数控车床卖价和3米CAK80285数控车床车削速度提高到2000r/min 以上,螺纹牙槽底面(沟底)及其中一侧面的表面质量明显提高。
3米CAK80285数控车床加工结果可知,无论是采用3米CAK80285数控车床刀具进给方式、由3米CAK80285数控车床改装的旋风铣削装置,还是采用工件进给方式的专用丝杠加工设备,均为迎向铣刀的牙槽一侧(记为A侧)的表面加工质量明显优于相对的另一侧(记为B侧)。A侧表面光滑锃亮;B侧表面光泽不明显,用手触摸有细微粗糙感。
销售总部服务热线:13066608866