CAK80485
数控车床新型锥孔加工装置。锥孔通常可在CAK80485
数控车床、
80485数控车床、数控车床上加工。如果在一个零部件上有不同锥度的孔,用上述万能设备加工,则生产率低,质量不稳定。
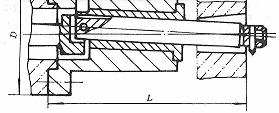
CAK80485数控车床厂家新研制的镗锥孔工艺装置安装在CAK80485数控车床上,加工不同锥度的孔,取得了很好的效果。CAK80485数控车床结构与原理。该结构(图)是由大镗杆2、推杆3、导向定位键4、销轴5、导向套6和小镗杆7等主要零部件组成,安装在相应规格的车削头或专用多轴车削头的主轴1上。CAK80485数控车床车削头按下表中的型号配置。CAK80485数控车床结构特点。CAK80485数控车床小镗杆7的轴线与CAK80485数控车床主轴的回转中心线相交于工件的加工终点。CAK80485数控车床厂家加工的锥孔的小端部直径大时,交点向刀杆方向移动,减小CAK80485数控车床装置的体积。在同一锥度上,交点离主轴端面越远,偏移量就越大。反之越小。CAK80485数控车床刀头的位置是由被加工孔正、倒锥度决定的,安装在CAK80485数控车床导向定位键4的同侧为正锥孔,在导向定位键4的180°方向则为倒锥孔。CAK80485数控车床平面镗内孔或铣平面打中心孔时,结构形式略加改动,见图3。CAK
80485数控车床厂家通过调速CAK80485数控车床电机或CAK80485数控车床变频电机来完成。CAK80485数控车床本装置的制造必须要有合理的工艺和规范的检测来保证。
锥度方向决定了CAK80485数控车床刀具的安装方向。CAK80485数控车床锥孔轴线同主轴回转轴线交点的位置,用下式求得。偏心距e(图4)决定了CAK80485数控车床结构的大小,装置中的角度越大,交点越远,装置结构越大,反之,越小。CAK80485数控车床厂家为了制造出合格的大镗杆3,必须有一套可靠的胎具(见图4)。CAK80485数控车床厂家准确地加工出偏移量e的定位销孔或定位键槽2,作为加工大镗杆的定位基准。同时在CAK80485数控车床上加工出没有偏移量并且相对中心线对称的定位销孔或定位键槽。
销售总部服务热线:13066608866