选择合适的CAK63185
数控车床装夹方法。双顶尖法装夹法。CAK63185
数控车床厂家采用双顶尖装夹,工件定位准确,容易保证
CAK63185数控车床同轴度。但用该方法装夹细长轴,CAK
63185数控车床刚性较差,细长轴弯曲变形较大,而且CAK63185数控车床容易产生振动从而影响CAK63185数控车床。因此CAK63185数控车床只适宜于长径比不大、加工余量较小、同轴度要求较高、多台阶轴类零件的加工。CAK63185数控车床一夹一顶的装夹法会提高CAK63185数控车床价格。CAK63185数控车床装夹方式中,如果顶尖顶得太紧,除了可能将CAK63185数控车床细长轴顶弯外,还能阻碍CAK63185数控车床车削时细长轴的受热伸长,导致CAK63185数控车床细长轴受到轴向挤压而产生弯曲变形从而影响CAK
63185数控车床价格。CAK63185数控车床卡爪夹紧面与顶尖孔可能不同轴,装夹后会产生过定位,也能导致CAK63185数控车床细长轴产生弯曲变形影响CAK63185数控车床价格。因此采用一夹一顶装夹方式时,顶尖应采用弹性活顶尖,使CAK63185数控车床细长轴受热后可以自由伸长,减少CAK63185数控车床弯曲变形;同时可在卡爪与细长轴之间垫入一个开口钢丝圈,以减少CAK63185数控车床卡爪与CAK63185数控车床细长轴的轴向接触长度,消除安装时的过定位,减少CAK63185数控车床弯曲变形。
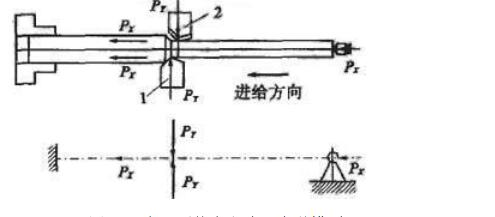
CAK63185数控车床采用双刀切削法也会提高CAK63185数控车床价格。CAK63185数控车床厂家采用双刀车削细长轴改装CAK63185数控车床中溜板,增加CAK63185数控车床后刀架,采用前后两把车刀同时进行车削。两把车刀,径向相对,前车刀正装,后车刀反装。两把车刀车削时产生的径向切削力相互抵消。CAK63185数控车床工件受力变形和振动小,加工精度高,适用于批量生产。
销售总部服务热线:13066608866